ITA is a one-stop solution to our customers with the need to salvage or repair powertrain components, hydraulic cylinders, and or require general engineering work on conventional machines or production components that require CNC machining capabilities.
We offer new and salvage cylinders, hydraulic cylinder tubing, chromed and thermal spray on hydraulic rods, and chrome stock.
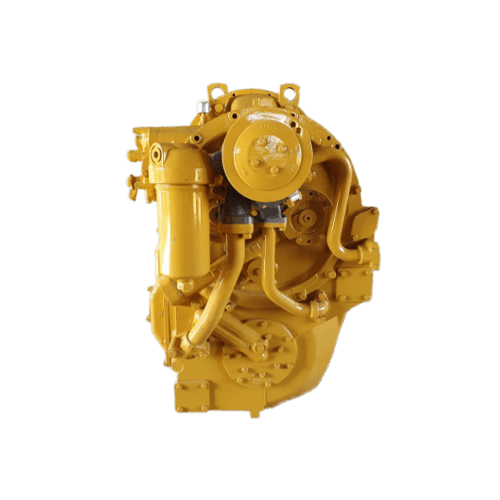
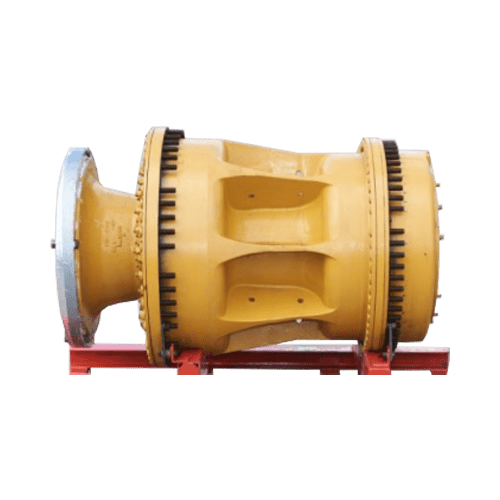
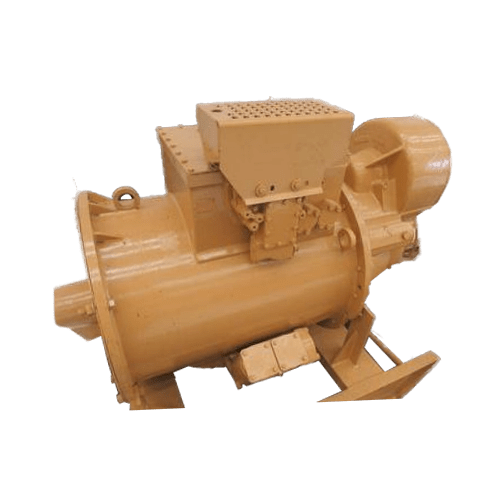
Salvage and rebuild components like final drives, wheel stations, diffs, axles, brake groups, torque convertors and transmissions with OEM parts or local parts as per customers requirements.












We offer conventional turning and milling solutions and well as CNC production work on milling, lathe and machining centres.
We offer arc spray solutions for customers on the seal and bearing journal areas and rebuild of printing and paper rolls. We offer HVOF process as a chrome replacement solution on hydraulic cylinder rods, shafts, and printing or paper rolls. We also supply wear and impact resistant coatings like tungsten and chrome carbides on various components.